
La préparation des commandes dans les entrepôts est généralement considérée comme l'opération la plus coûteuse dans le secteur de la logistique et de la gestion de la chaîne d'approvisionnement. Selon l'analyse du secteur réalisée par des entreprises telles que F. Curtis Barry & CompanyLa préparation des commandes représente généralement 50% à 55% du total des coûts d'exploitation de l'entrepôt. Ce processus unique définit généralement la rentabilité d'un centre de traitement des commandes et est directement lié aux mesures de satisfaction de la clientèle.
La précision et la rapidité des commandes sont des questions complexes pour toute opération. Bien que l'aspect le plus courant de l'optimisation soit le temps de déplacement, c'est-à-dire le mouvement physique entre le lieu A et le lieu B, ce n'est pas la seule composante de l'équation. La charge cognitive (fatigue mentale) et l'intégrité des données doivent également être prises en compte pour que les opérations d'exécution des commandes soient réellement efficaces.
Si les préparateurs de commandes se déplacent rapidement mais sélectionnent le mauvais article en raison de l'épuisement mental dû à la lecture de milliers de numéros de série, le coût de la logistique de retour est beaucoup plus élevé que la vitesse de la préparation. Lorsque le système dirige un préparateur vers un endroit où les informations d'inventaire sont inexactes, la vitesse n'a pas d'importance.
Ce guide propose un examen approfondi des méthodes typiques de préparation de commandes, l'évaluation de l'environnement technologique et la révélation des "tueurs cachés" de l'efficacité qui sont négligés par la majorité des audits opérationnels. Il vise à faire passer l'accent de la rapidité à l'intelligence en garantissant la fiabilité des données et en réduisant l'erreur humaine.
Définir les bases de la préparation de commandes en entrepôt
Dans sa forme la plus simple, la préparation de commandes en entrepôt consiste à extraire des articles particuliers d'un stock d'entrepôt pour répondre aux commandes des clients. Cela peut sembler simple, mais l'ampleur et la complexité des activités contemporaines en font un problème logistique complexe. Il s'agit de l'intermédiaire entre le stockage fixe et la distribution mobile.
Le processus de préparation des commandes suit généralement une séquence structurée dans le cadre du processus d'exécution des commandes :
- Génération de commandes : Le système de gestion des commandes ou Système de gestion d'entrepôt (WMS) reçoit une commande et génère une liste de prélèvement.
- Routage : Le système identifie les itinéraires de prélèvement les plus efficaces dans l'entrepôt.
- Voyage : Le préparateur de commandes se déplace vers le magasin.
- Recherche et identification : Le préparateur de commandes localise l'emplacement spécifique et vérifie l'article (SKU) ou d'un ordre spécifique.
- Extraction : Le produit est littéralement sorti de l'étagère (on parle souvent de prélèvement à la pièce).
- Vérification : Le montant et le type d'article sont vérifiés pour éviter les erreurs de commande.
- Transport : Le produit est transféré à la section d'emballage ou de consolidation.
Pour améliorer ce processus, il faut d'abord le mesurer. Ce que vous ne mesurez pas, vous ne pouvez pas l'optimiser. Ainsi, pour déterminer l'efficacité de votre prélèvement, vous devez utiliser les mesures suivantes :
| Métrique | Définition | Pourquoi c'est important |
| Taux de prélèvement | Nombre de lignes de commande prélevées par heure et par heure de travail. | Il mesure le débit brut et la productivité du travail. Il aide à planifier les effectifs et à gérer les coûts de main-d'œuvre. |
| Précision de la préparation des commandes | Le pourcentage de commandes préparées sans erreur. | Il s'agit du principal indicateur de la qualité du service. Les erreurs entraînent des retours, qui coûtent trois fois plus cher que les expéditions sortantes. |
| Durée du cycle | Le temps total entre la validation de la commande et l'expédition de la commande. | Cela reflète la réactivité des opérations d'entreposage à la demande des clients. |
| Taux de commande parfaite | Un indicateur global mesurant les commandes complètes, non endommagées et correctement documentées dans les délais impartis. | Il s'agit de la mesure globale de la santé et de la fiabilité de la chaîne d'approvisionnement. |
Stratégies de prélèvement standard pour différents profils de commande
Aucune stratégie de préparation de commandes n'est la meilleure. La bonne approche dépend uniquement de votre profil de commande, de la quantité d'UGS, de la taille de l'entrepôt et du volume de commandes. L'utilisation d'une stratégie inadaptée à votre profil de données particulier entraînera des goulets d'étranglement et des coûts de main-d'œuvre élevés.
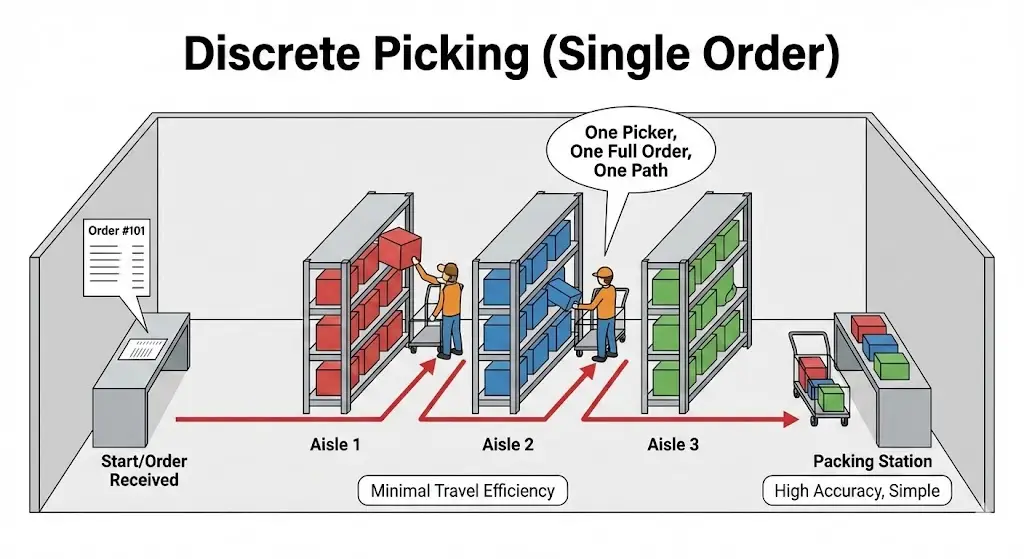
- Prélèvement discret (commande unique): Un seul préparateur de commandes prélève l'ensemble de la commande (tous les articles) pour une commande particulière, puis passe à la suivante. Cette méthode est souvent appelée préparation de commandes discrète ou préparation de commandes unique.
- Pour : Taux d'erreur minimal ; simplicité d'application ; formation minimale requise ; meilleur suivi de l'obligation de rendre compte.
- Cons : Temps de déplacement le plus élevé par unité prélevée ; efficacité très faible pour les grands entrepôts.
- Cas d'utilisation : Petits entrepôts avec un faible nombre d'UGS, des produits lourds ou volumineux, ou un faible nombre de commandes.
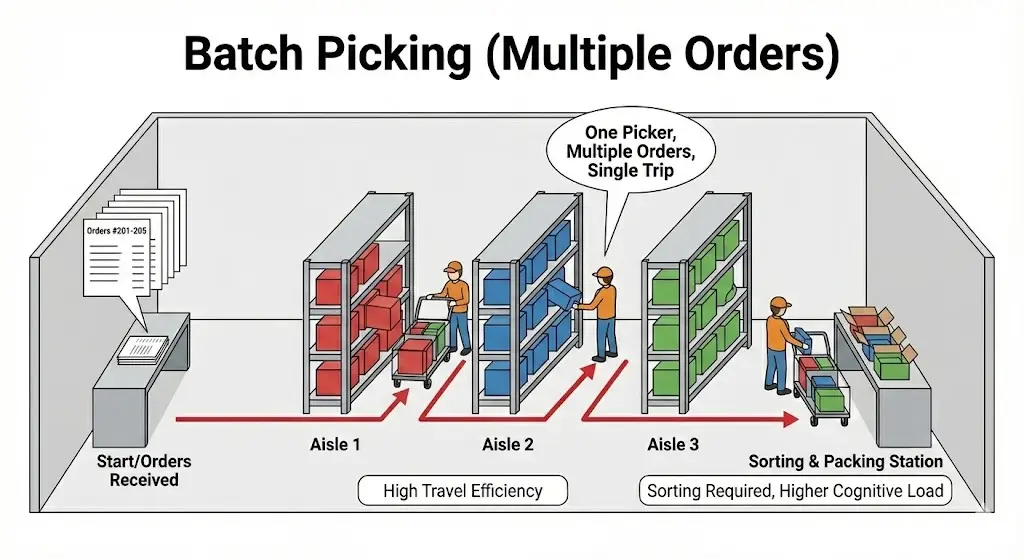
- Prélèvement par lots: Un préparateur de commandes récupère des unités de stock pour plusieurs commandes similaires simultanément en un seul voyage.
- Pour : Permet d'économiser beaucoup de temps en termes de déplacements, car il sera possible de faire venir de nombreux clients au même endroit.
- Cons : Ils doivent être triés après le prélèvement pour être classés en commandes individuelles, ce qui représente une charge cognitive plus importante pour le préparateur.
- Cas d'utilisation : Volumes de commande élevés avec peu de lignes par commande (par exemple, commerce électronique), où la concentration des UGS est élevée.
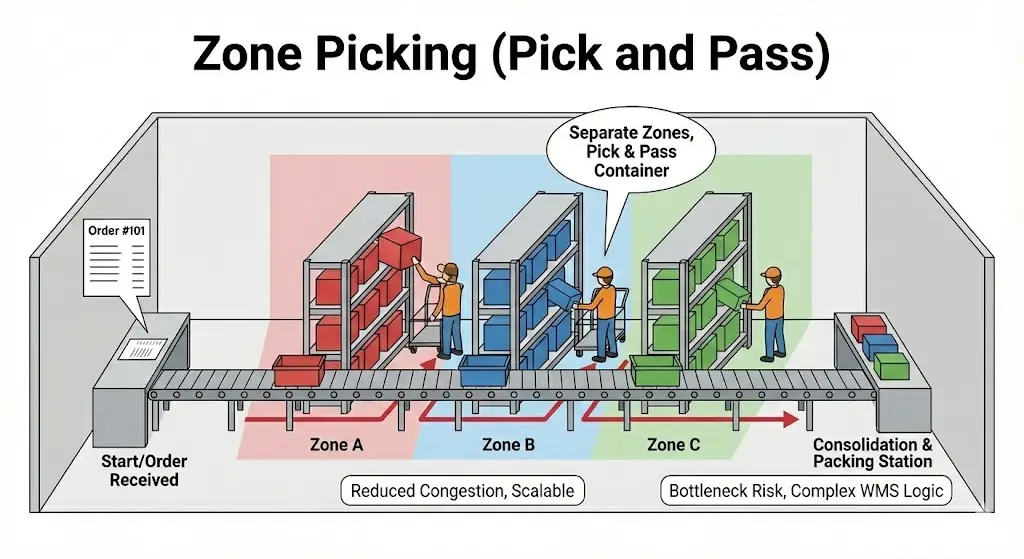
- Choix de la zone: L'entrepôt est divisé en différentes zones. Les préparateurs de commandes sont affectés à une zone et ne préparent que les articles qui s'y trouvent. Le conteneur de la commande est transféré d'une zone à l'autre (Pick and Pass) vers la zone suivante.
- Pour : Réduit l'encombrement des allées ; permet aux préparateurs de commandes de devenir des experts dans leur section d'inventaire spécifique ; évolutif.
- Cons : Une seule zone lente entraînera le ralentissement de l'ensemble de la ligne ; il faudra une logique WMS sophistiquée pour répartir la charge de travail entre les zones.
- Cas d'utilisation : Grands centres de distribution avec une large gamme d'UGS et un volume élevé.
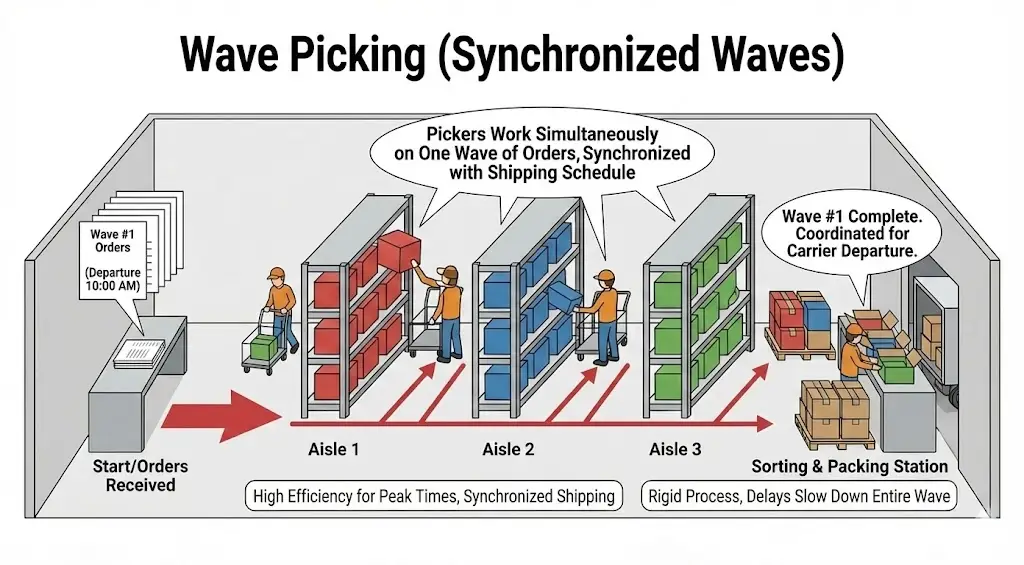
- Sélection des vagues: Les commandes sont regroupées et expédiées par vagues en fonction de certains facteurs tels que l'heure de départ du transporteur, les itinéraires d'expédition ou la priorité. Cela permet de mieux coordonner les opérations d'exécution.
- Pour : L'activité de préparation des commandes est synchronisée avec les horaires d'expédition ; la main-d'œuvre peut être utilisée avec une grande efficacité pendant les périodes de pointe.
- Cons : Elle peut entraîner une rigidité ; lorsqu'une vague n'est pas achevée à temps, elle ralentit le camion ou le transporteur.
- Cas d'utilisation : Installations à haut débit avec des délais d'expédition stricts.
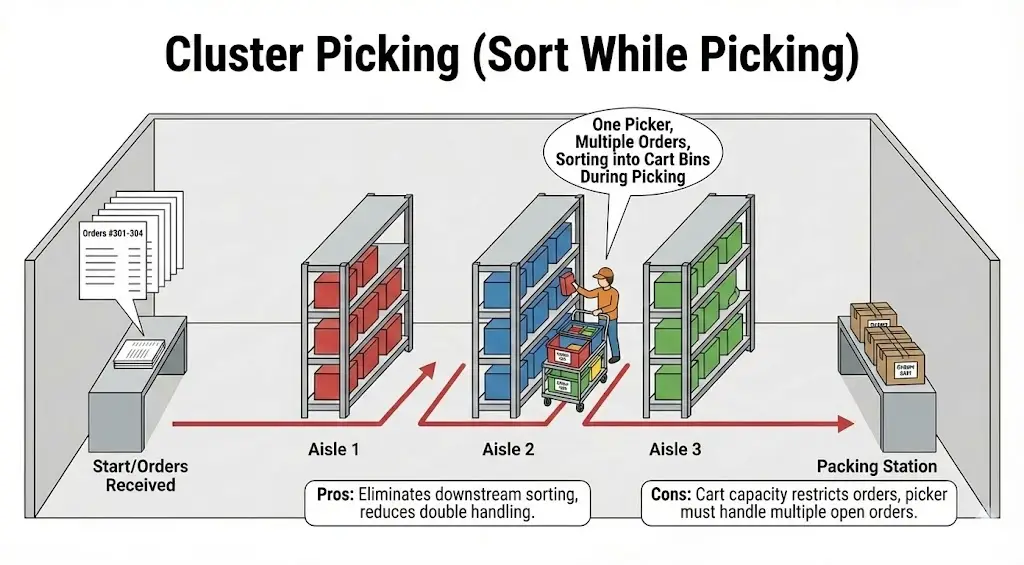
- La cueillette en grappe: Comme le prélèvement par lots, sauf que le préparateur trie les articles dans des conteneurs de commande distincts sur le chariot pendant le prélèvement.
- Pour : Élimine la nécessité d'un processus de tri séparé en aval ; réduit la double manipulation dans les centres d'exécution.
- Cons : La capacité du chariot limite le nombre de commandes ; le préparateur doit pouvoir traiter plusieurs commandes en cours.
- Cas d'utilisation : Traitement des commandes de commerce électronique dans lequel les commandes sont suffisamment petites pour être placées dans un chariot à plusieurs bacs.
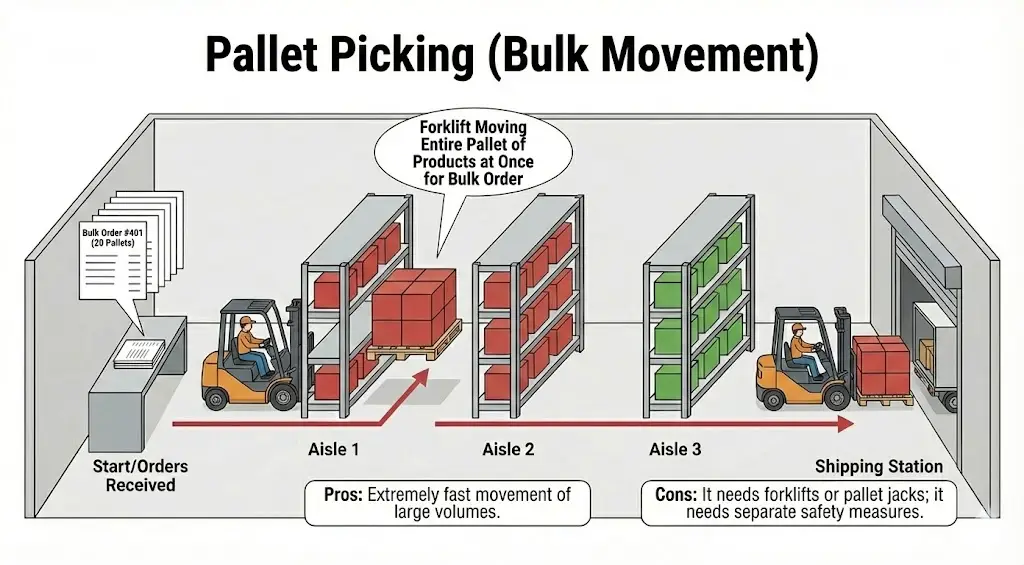
- Préparation de palettes: Obtenir des palettes entières de produits au lieu de caisses ou d'articles.
- Pour : Déplacement extrêmement rapide de grands volumes.
- Cons : Il faut des chariots élévateurs ou des transpalettes ; il faut des mesures de sécurité distinctes.
- Cas d'utilisation : Distribution B2B, réapprovisionnement des zones de préparation des commandes ou commandes en vrac.
- Stratégies hybrides: L'intégration de plusieurs approches dans un même établissement pour répondre à des besoins spécifiques.
- Pour : Correspond au fait qu'un entrepôt peut avoir plusieurs canaux (par exemple, le commerce de gros et le commerce direct avec le consommateur) fonctionnant en même temps.
- Cons : La gestion des entrepôts est complexe ; elle nécessite un WMS puissant.
- Cas d'utilisation : La majorité des centres d'exécution omnicanaux contemporains. À titre d'exemple, les biens de consommation à rotation rapide peuvent être prélevés par zone, tandis que les articles surdimensionnés peuvent être prélevés par méthode discrète.
Choisir la bonne technologie de préparation de commandes
La stratégie est multipliée par la technologie. La technologie offre les moyens de mettre en œuvre la bonne stratégie procédurale une fois qu'elle est définie. Le type de technologie utilisé détermine le degré de précision et la vitesse de transmission des données.
Scanners RF
Les scanners portatifs à radiofréquence (RF) datent de plusieurs dizaines d'années. Ils confirment les articles en scannant les codes-barres, ce qui permet de s'assurer que le préparateur est dans la bonne position et qu'il a le bon produit.

- Pour : Technologie mature ; coût relativement faible par rapport à l'automatisation ; grande précision ; itinérance flexible.
- Cons : Ils ne permettent pas d'avoir les mains libres. Prendre le scanner, le scanner et le reposer (ou mettre l'article sous étui) prend quelques secondes pour chaque prélèvement. Cela se traduit par des milliers de pertes de temps. De plus, la lecture de petits textes sur un écran est une cause de fatigue cognitive.
Systèmes traditionnels câblés Pick-to-Light
Ces systèmes utilisent des modules d'éclairage LED qui sont câblés dans les étagères des rayonnages. Le système de gestion d'entrepôt éclaire un écran à la position spécifique de l'emplacement pour indiquer l'endroit où prélever et le nombre d'articles à collecter. Le préparateur prend l'article et clique sur un bouton physique du module d'éclairage pour éteindre la lumière et vérifier le prélèvement.

- Pour : Extrêmement rapide. Le repère visuel supprime le temps de recherche. Il est sans conducteur et ne nécessite pratiquement aucune formation.
- Cons : Rigidité. Ces systèmes doivent être câblés dans le rayonnage. Vous devrez physiquement réinstaller le câblage si vous devez réorganiser l'agencement de votre entrepôt ou augmenter la taille des bacs. Ce manque de flexibilité rend leur utilisation coûteuse dans des environnements dynamiques.
Étiquettes électroniques de rayonnage (ESL) en tant que PTL sans fil
Cette technologie représente la prochaine évolution du prélèvement par la lumière et résout les problèmes de flexibilité des systèmes câblés. ESLs sont des écrans numériques alimentés par des piles et fixés au bord de l'étagère. Ils communiquent sans fil avec le système de gestion d'entrepôt. L'étiquette clignote (Pick-to-Light) lorsqu'un préparateur entre dans une allée pour le guider. Le préparateur peut lire les détails des articles sur l'écran et appuyer sur un bouton de l'étiquette pour confirmer le prélèvement ou signaler un manque.

- Pour : Pas de câbles. Vous pouvez déplacer l'étiquette à n'importe quel endroit de l'étagère ou dans un autre rack immédiatement (Peel & Stick). Les écrans à encre électronique ESL sont capables d'afficher du texte, des codes-barres, des codes QR et des images, contrairement aux lampes filaires qui n'affichent que des chiffres. En outre, les ESL servent à la fois d'étiquette de prix, d'outil de gestion des stocks et de dispositif de prélèvement.
- Cons : Nécessite une gestion de la batterie (bien que les batteries modernes durent 5 à 10 ans) ; repose sur la stabilité du réseau sans fil.
Bien que les systèmes câblés conventionnels soient rapides, ils ne répondent pas à l'augmentation exponentielle de la complexité des entrepôts modernes. Les centres de traitement des commandes d'aujourd'hui ne sont plus des installations de stockage statiques ; ce sont des environnements dynamiques, à fort flux, où les profils des UGS changent rapidement et où les dispositions saisonnières exigent une reconfiguration constante. Le câblage de l'infrastructure aux rayonnages est désormais un goulot d'étranglement opérationnel majeur dans ce paysage volatile, ce qui fait de tout projet de réaffectation un événement de maintenance coûteux. L'industrie a besoin d'une solution aussi souple que l'inventaire lui-même. C'est l'exigence essentielle de la technologie ESL sans fil : le signal numérique n'est plus lié à l'infrastructure physique, et les responsables de l'entrepôt peuvent ajuster immédiatement l'emplacement de la préparation des commandes en fonction de l'évolution de la demande, sans les contraintes du câblage fixe.
Les solutions ESL de Zhsunyco : Zhsunyco transforme les rayonnages standard en un environnement de prélèvement dynamique et intelligent. Nos dispositifs ESL présentent les caractéristiques suivantes écrans E-ink à fort contraste qui restent lisibles dans diverses conditions d'éclairage de l'entrepôt, tandis que leur angles de vision larges garantissent que les préparateurs de commandes peuvent voir les instructions depuis différentes approches. Contrairement aux systèmes câblés rigides, Zhsunyco assure une communication stable via Wi-Fi, Bluetooth ou protocoles propriétairesgarantissant la connectivité dans les environnements à forte densité de métal à grande échelle. En se synchronisant en temps réel avec votre WMS, les étiquettes se mettent à jour instantanément pour indiquer non seulement les prix, mais aussi les données essentielles relatives à la préparation des commandes.Codes UGS, numéros de lots, emplacements des bacs et codes QR scannables.
Choix de la voix
L'entreposage à commande vocale implique l'utilisation d'un casque et d'un microphone pour diriger le préparateur. Le système est vocal et le préparateur vérifie les actions par la voix.

- Pour : 100 % sans les mains et sans les yeux. Il fonctionne particulièrement bien dans les entrepôts frigorifiques où l'on porte des gants et où il est difficile d'utiliser des écrans tactiles ou des claviers.
- Cons : Son adoption peut être coûteuse. La reconnaissance vocale peut parfois être perturbée par le bruit de fond dans les environnements industriels.
| Technologie | Vitesse | Flexibilité | Précision | Coût (initial) | Mains libres |
| Scanners RF | Modéré | Haut | Haut | Faible/Moyen | Non |
| Pick-to-Light câblé | Très élevé | Faible | Très élevé | Haut | Oui |
| PTL sans fil (ESL) | Haut | Très élevé | Très élevé | Moyen | Oui |
| Choix de la voix | Haut | Haut | Haut | Haut | Oui |
Les tueurs d'efficacité cachés que la plupart des managers négligent
Les audits opérationnels montrent souvent que la cause de l'inefficacité ne réside pas dans la vitesse des travailleurs, mais dans les défauts structurels de la gestion des données et des connaissances humaines. Ce sont les tueurs silencieux qui rongent les marges dans la préparation des commandes en entrepôt.
Charge cognitive et fatigue micro-décisionnelle
La majorité des modèles de productivité présupposent que le travailleur humain est une machine qui travaille à un rythme fixe. En réalité, un préparateur de commandes prend des milliers de microdécisions au cours d'une journée de travail : S'agit-il d'un 6 ou d'un 8 ? Est-ce la bonne boîte ? Ai-je compté 4 ou 5 ?
Cette charge mentale s'accumule au fur et à mesure que l'équipe avance, entraînant une fatigue décisionnelle. Le cerveau est enclin à prendre des raccourcis lorsqu'il est fatigué, ce qui entraîne des erreurs. L'efficacité n'est pas seulement physique (marcher moins), elle est aussi cognitive (réfléchir moins). Cette charge mentale est minimisée par les technologies qui offrent des repères visuels, tels que des lumières ou des écrans numériques à fort contraste. Elles permettent au travailleur de travailler sur le réflexe visuel et non sur le traitement mental, et les taux de précision sont maintenus même à la fin d'un quart de travail.
L'impact de l'intégrité des données de référence
La réalité numérique du WMS doit correspondre à la réalité physique de l'entrepôt. Les données de base sont des informations non dynamiques concernant les produits : dimensions (longueur, largeur, hauteur) et poids.
Lorsque les données de base indiquent qu'un produit a une largeur de 10 cm, mais que le fournisseur l'a reconditionné en 12 cm, la logique de cubage du WMS ne fonctionne pas. Le système peut demander à un préparateur de placer 10 articles dans une boîte d'une capacité de 8. Le préparateur est alors obligé de s'arrêter, de trouver une nouvelle boîte, de réimprimer une étiquette et d'outrepasser le système. Ce traitement exceptionnel nuit à la fluidité. Les stratégies de prélèvement correctes dépendent toutes de l'intégrité des données sous-jacentes.
Vitesse de l'UGS et fente dynamique
Dans la plupart des entrepôts, les produits sont placés en fonction de l'espace disponible au moment de leur arrivée. Il en résulte une disposition fixe qui n'est pas représentative de la demande.
Un mouvement rapide (UGS à grande vitesse) peut se trouver à l'extrémité d'une allée, et les préparateurs de commandes peuvent avoir à parcourir la distance la plus longue des centaines de fois par jour. En outre, la vitesse varie en fonction des saisons. Les crèmes solaires se déplacent rapidement en juin et lentement en décembre. Un entrepôt qui ne bouge pas est un entrepôt inefficace.
Le slotting dynamique est un processus qui consiste à analyser périodiquement l'historique des commandes et à déplacer les articles similaires à forte vélocité vers la zone dite "dorée" (à hauteur de la taille, près du quai d'expédition). Cette opération est rendue possible par des technologies sans fil telles que l'ESL, qui permet d'échanger numériquement des codes de localisation et des informations sur les produits, sans avoir à gratter des autocollants en papier.
Logique de réapprovisionnement et ruptures de stock
Le préparateur de commandes du monde entier ne peut pas choisir quelque chose qui n'existe pas. Un autre facteur typique de perte d'efficacité est ce que l'on appelle le "short pick", c'est-à-dire le fait qu'un préparateur arrive à un endroit et que la poubelle est vide.
Cela se produit lorsque la logique de réapprovisionnement est réactive et non proactive. Lorsque le système se contente d'activer une tâche de réapprovisionnement lorsque l'emplacement est vide, il y a un temps de latence pendant lequel l'emplacement est mort. La préparation des commandes nécessite une stratégie de réapprovisionnement qui se déclenche avant que la face de prélèvement ne soit vidée, en fonction de la vitesse des commandes sortantes. Les tâches de prélèvement et de réapprovisionnement sont séparées de manière à ce que les préparateurs ne voient jamais une étagère vide.
Meilleures pratiques pour l'efficacité de la préparation des commandes
Les directeurs d'entrepôts devraient adopter les meilleures pratiques suivantes afin de lutter contre les inefficacités susmentionnées. Il s'agit de la discipline des processus et de la responsabilisation de la main-d'œuvre.

- Minimiser le temps de trajet
Les déplacements peuvent représenter jusqu'à la moitié des heures de travail d'un préparateur de commandes. Optimisez les chemins de préparation des commandes à l'aide de votre système de gestion d'entrepôt. Plutôt qu'une simple séquence numérique, utilisez une logique telle que l'acheminement en forme de S (serpentin) ou la logique du plus grand écart pour éviter que les préparateurs ne parcourent une allée alors qu'ils n'ont besoin que d'un seul article à l'autre bout. L'autre grand moyen de minimiser les déplacements consiste à consolider les commandes par la mise en lots.
- Politique du toucher une fois
Le coût de la main-d'œuvre est ajouté sans valeur ajoutée chaque fois qu'un article est déposé et prélevé. L'objectif est de prélever directement dans le conteneur d'expédition (Pick-to-Box). Cela supprime le processus de la station d'emballage secondaire, où les articles sont retirés d'un chariot, scannés et placés dans une boîte. Cela implique des données de base appropriées pour s'assurer que le système sélectionne la bonne taille de boîte dès le départ.
- Priorité à l'ergonomie
La fatigue est à l'origine d'erreurs et d'une réduction des cadences de travail. Placez les objets les plus importants dans la "zone dorée" - l'espace entre les épaules et les genoux. Cela permet de minimiser les mouvements de flexion et d'extension. En outre, adoptez la technologie "mains libres". Lorsqu'un travailleur doit prendre un scanner, scanner, ranger le scanner, prendre l'article et reprendre le scanner, il effectue plusieurs mouvements inutiles. Les systèmes vocaux ou visuels de prélèvement (tels que l'ESL avec confirmation par bouton) permettent d'utiliser les deux mains pour manipuler le produit.
- Validation à la source
Plus la distance parcourue par l'erreur dans la chaîne d'approvisionnement est grande, plus le coût de l'erreur est élevé. Il est coûteux de découvrir une erreur au poste d'emballage ; il est catastrophique de la découvrir une fois que le client a reçu le colis. La validation doit avoir lieu au niveau du point de prélèvement. Elle peut se faire par lecture de code-barres ou, plus efficacement, par des systèmes de confirmation visuelle, où le préparateur appuie sur un bouton situé sur le bord de l'étagère pour confirmer le prélèvement. Cela permet un retour d'information et une correction instantanés avant que le préparateur ne passe à la tâche suivante.
Préparer l'avenir de vos opérations de préparation de commandes en entrepôt
L'environnement de l'entreposage évolue vers des centres de production dynamiques, par opposition à l'entreposage traditionnel, qui est une installation de stockage statique. Pour assurer la pérennité de vos opérations, vous devez considérer la préparation des commandes non pas comme une tâche unique, mais comme un système composé d'une stratégie, de données et de technologies.
L'utilisation d'anciens processus et de systèmes basés sur le papier n'est plus viable dans un monde où les délais de livraison diminuent et où la main-d'œuvre se raréfie. Pour réussir, vous devez adopter une approche globale : vous devez vous assurer que vos données de base sont propres, que vos stratégies sont alignées sur votre profil de commande actuel et que votre technologie n'impose pas de charge cognitive à vos employés.
Avant d'investir dans une robotique coûteuse ou une automatisation lourde, commencez par les fondamentaux. Vérifiez l'exactitude de vos données de base et analysez votre flux de travail actuel pour y déceler les points de friction humains. Une fois que vos données sont saines, réfléchissez à la manière dont les technologies visuelles telles que le Étiquettes électroniques de rayonnage (ESL) peut combler le fossé entre votre WMS et votre personnel, en éliminant les erreurs causées par la fatigue humaine et les informations obsolètes.
