
Se sabe que la preparación de pedidos en almacén es la operación más cara del sector de la logística y la gestión de la cadena de suministro. Según los análisis del sector de empresas como F. Curtis Barry & CompanyLa preparación de pedidos suele representar entre 501 y 551 TTP3T de los costes operativos totales del almacén. Este único proceso suele definir la rentabilidad de un centro de cumplimiento y está directamente relacionado con las medidas de satisfacción del cliente.
La precisión y la rapidez de los pedidos son cuestiones complicadas para cualquier operación. Aunque el aspecto más común de la optimización es el tiempo de desplazamiento, que es el movimiento físico entre la ubicación A y la ubicación B, no es el único componente de la ecuación. La carga cognitiva (fatiga mental) y la integridad de los datos también tienen que abordarse para ser realmente eficientes en las operaciones de cumplimiento de pedidos.
Si los preparadores de pedidos se mueven con rapidez pero seleccionan el artículo equivocado debido al agotamiento mental que supone leer miles de números de serie, el coste de la logística de retorno es mucho mayor que la velocidad de la recogida. Cuando el sistema indica a un preparador de pedidos que se dirija a un lugar donde la información del inventario es inexacta, la velocidad no importa.
Esta guía ofrece un examen en profundidad de los métodos típicos de preparación de pedidos, la evaluación del entorno tecnológico y la revelación de los denominados asesinos ocultos de la eficiencia que se pasan por alto en la mayoría de las auditorías operativas. Su objetivo es pasar de la mera rapidez a la inteligencia, garantizando la fiabilidad de los datos y reduciendo los errores humanos.
Definición de los fundamentos de la preparación de pedidos en almacén
En su forma más simple, la preparación de pedidos en almacén consiste en extraer determinados artículos del inventario de un almacén para satisfacer los pedidos de los clientes. Esto puede parecer sencillo, pero la magnitud y la intrincación de los negocios contemporáneos lo convierten en un complejo problema logístico. Es el intermediario entre el almacenamiento fijo y la distribución en movimiento.
El proceso de preparación de pedidos suele seguir una secuencia estructurada dentro del proceso de ejecución de pedidos:
- Generación de pedidos: El sistema de gestión de pedidos o Sistema de gestión de almacenes (SGA) recibe un pedido y genera una lista de recogida.
- Enrutamiento: El sistema identifica las rutas de picking más eficaces en el almacén.
- Viaja: El recolector se desplaza al almacén.
- Búsqueda e identificación: El selector localiza la ubicación específica y verifica el artículo (SKU) u orden específica.
- Extracción: El producto se saca literalmente de la estantería (lo que suele denominarse "recogida de piezas").
- Verificación: El importe y el tipo de artículo se verifican para evitar errores en los pedidos.
- Transporte: El producto se transfiere a la sección de envasado o consolidación.
Para mejorar este proceso, primero hay que medirlo. Lo que no se mide, no se puede optimizar. Así pues, para determinar su eficiencia de picking, debe utilizar las siguientes medidas:
| Métrica | Definición | Por qué es importante |
| Tasa de recogida | Número de líneas de pedido recogidas por hora de trabajo. | Mide el rendimiento bruto y la productividad laboral. Ayuda a planificar la mano de obra y a gestionar los costes laborales. |
| Precisión en la preparación de pedidos | Porcentaje de pedidos recogidos sin error. | Es el principal indicador de la calidad del servicio. Los errores dan lugar a devoluciones, que cuestan 3 veces más que los envíos al exterior. |
| Duración del ciclo | El tiempo total desde la liberación del pedido hasta su envío. | Esto refleja la capacidad de respuesta de las operaciones de almacén a la demanda de los clientes. |
| Tasa de pedidos perfectos | Una métrica agregada que mide los pedidos puntuales, completos, sin daños y correctamente documentados. | Es la medida holística de la salud y fiabilidad de la cadena de suministro. |
Estrategias de picking estándar para distintos perfiles de pedido
Ninguna estrategia de picking es la mejor. El enfoque correcto se basará exclusivamente en su perfil de pedidos, la cantidad de SKU, el tamaño del almacén y el volumen de pedidos. Utilizar una estrategia incorrecta para su perfil de datos concreto provocará cuellos de botella y elevados gastos de mano de obra.
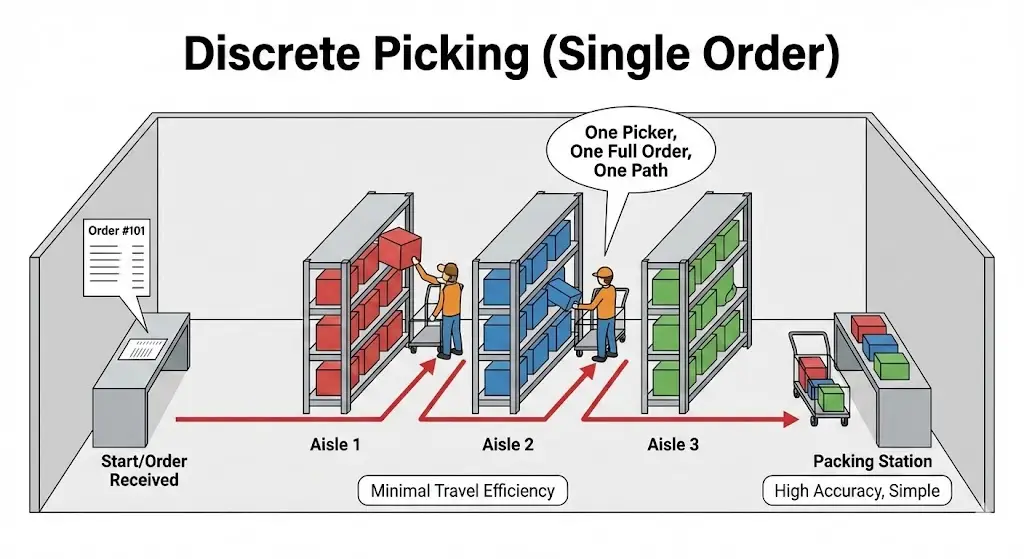
- Picking discreto (pedido único): Un solo preparador recoge todo el pedido (todos los artículos) de un pedido concreto y pasa al siguiente. A menudo se denomina preparación discreta de pedidos o preparación de un solo pedido.
- Pros: Tasa de error mínima; fácil de aplicar; requiere una formación mínima; lo mejor en seguimiento de la rendición de cuentas.
- Contras: Mayor tiempo de desplazamiento por unidad recogida; eficiencia muy baja para grandes almacenes.
- Caso práctico: Almacenes pequeños con pocas referencias, productos pesados o voluminosos o un número reducido de pedidos.
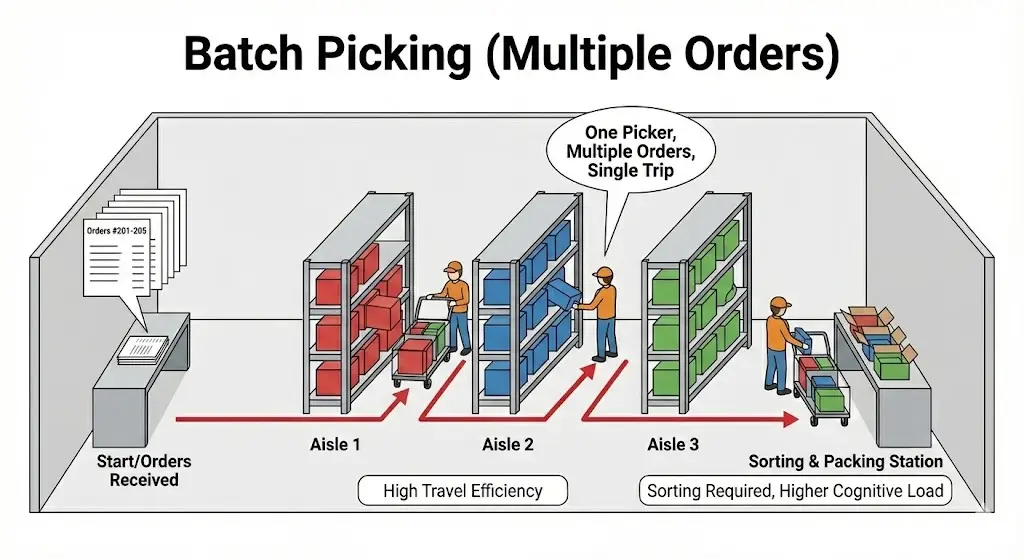
- Recogida por lotes: Un preparador recupera las referencias de varios pedidos similares simultáneamente en un solo viaje.
- Pros: Ahorra mucho tiempo en desplazamientos, ya que será posible tener muchos clientes en el mismo lugar.
- Contras: Es necesario clasificarla después del picking para ordenarla en pedidos individuales; esto supone una mayor carga cognitiva para el preparador.
- Caso práctico: Grandes volúmenes de pedidos con pocas líneas por pedido (por ejemplo, comercio electrónico), donde la concentración de SKU es alta.
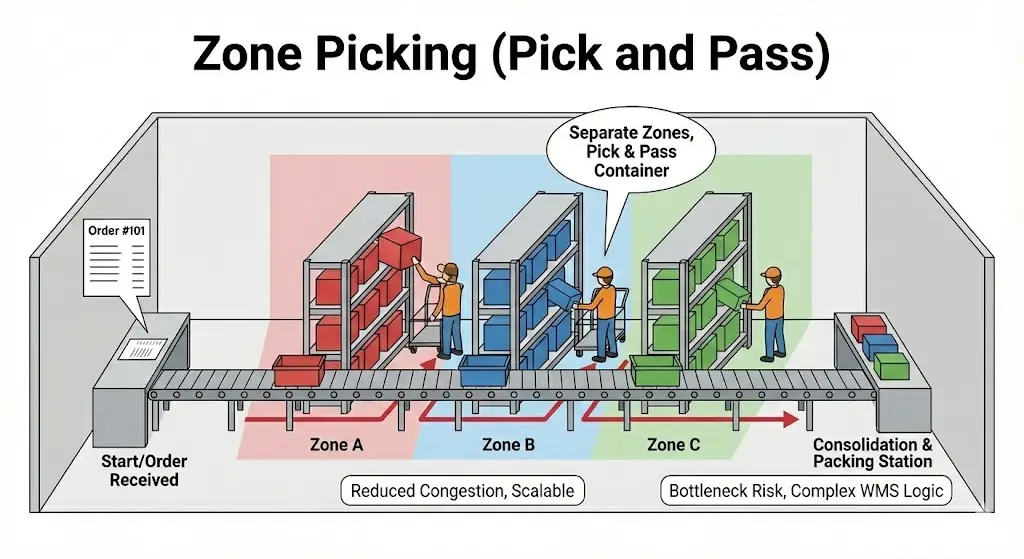
- Selección de zonas: El almacén está separado en diferentes zonas. Los preparadores de pedidos están asignados a una zona y sólo prepararán pedidos en esa zona. El contenedor del pedido se transfiere entre zonas (Pick and Pass) a la zona siguiente.
- Pros: Reduce la congestión en los pasillos; permite a los preparadores convertirse en expertos en su sección de inventario específica; escalable.
- Contras: Una sola zona lenta provocará la ralentización de toda la línea; necesitará una sofisticada lógica de SGA para distribuir la carga de trabajo entre las zonas.
- Caso práctico: Grandes centros de distribución con una amplia gama de SKU y gran volumen.
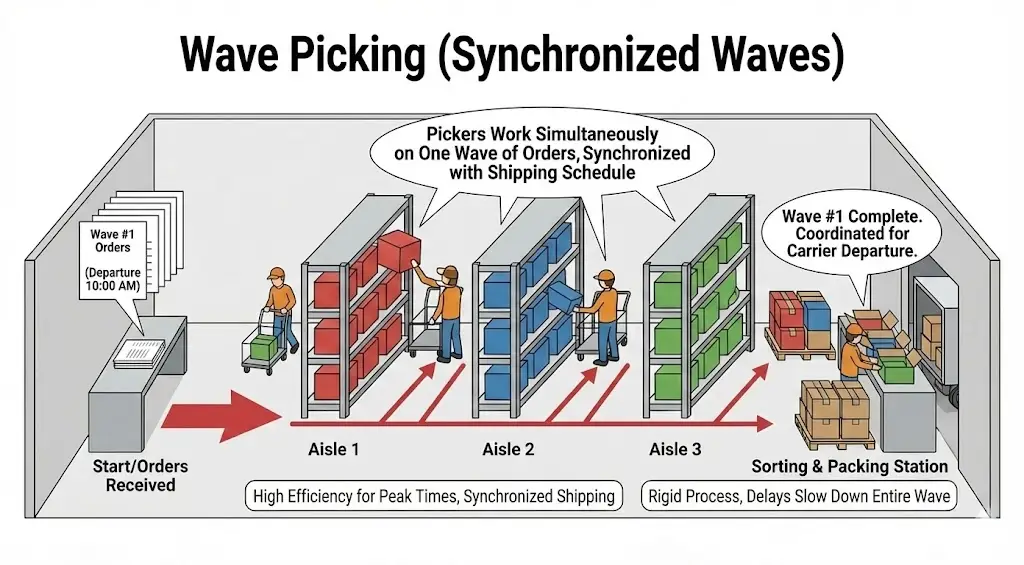
- Recogida de olas: Los pedidos se agrupan y envían en oleadas en función de determinados factores, como la hora de salida del transportista, las rutas de envío o la prioridad. Esto permite coordinar mejor las operaciones de cumplimiento.
- Pros: La actividad de picking se sincroniza con los calendarios de envío; la mano de obra puede utilizarse con gran eficiencia en las horas punta.
- Contras: Puede causar rigidez; cuando una ola no se completa a tiempo, ralentiza el camión o el transportista en particular.
- Caso práctico: Instalaciones de alto rendimiento con plazos de entrega estrictos.
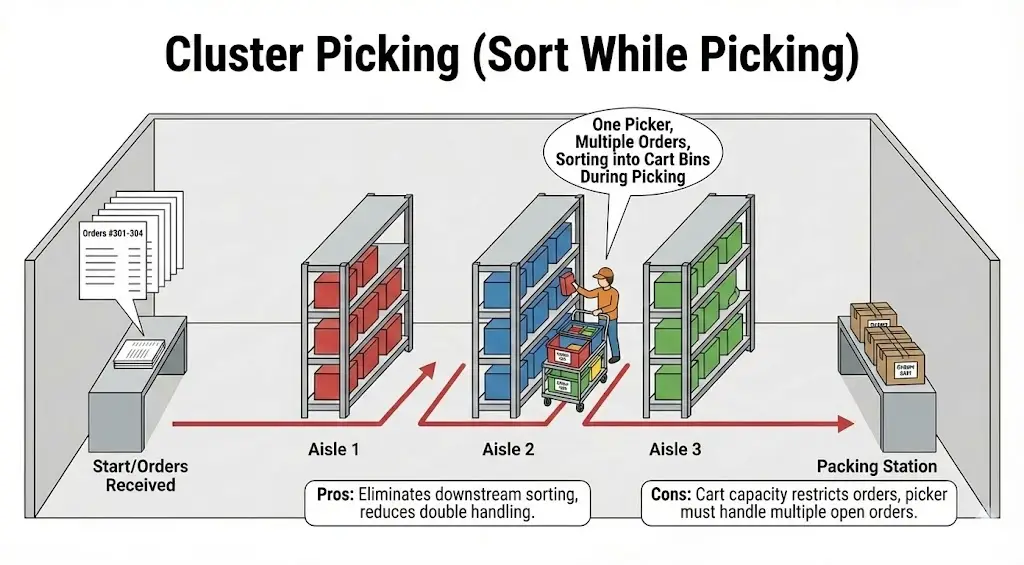
- Selección de racimos: Como el picking por lotes, salvo que el preparador clasifica los artículos en contenedores de pedidos separados en el carro durante el picking.
- Pros: Elimina la necesidad de un proceso de clasificación posterior independiente; reduce la doble manipulación en los centros de distribución.
- Contras: La capacidad del carro limita el número de pedidos; el preparador debe poder gestionar varios pedidos abiertos.
- Caso práctico: Cumplimentación de pedidos de comercio electrónico en los que los pedidos son lo suficientemente pequeños como para caber en un carro con varios contenedores.
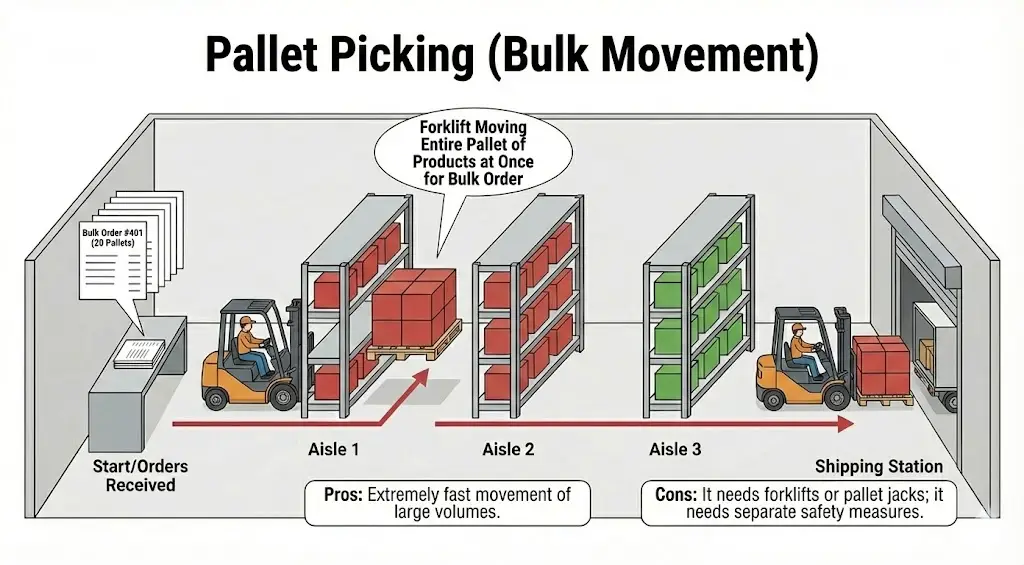
- Recogida de palés: Conseguir palés enteros de productos en lugar de cajas o artículos.
- Pros: Movimiento extremadamente rápido de grandes volúmenes.
- Contras: Necesita carretillas elevadoras o transpaletas; necesita medidas de seguridad independientes.
- Caso práctico: Distribución B2B, reabastecimiento de zonas de picking o pedidos a granel.
- Estrategias híbridas: Integración de varios enfoques en un mismo centro para satisfacer necesidades específicas.
- Pros: Se ajusta al hecho de que un almacén puede tener varios canales (por ejemplo, mayorista y directo al consumidor) funcionando al mismo tiempo.
- Contras: La gestión de almacenes es compleja; necesita un SGA potente.
- Caso práctico: La mayoría de los centros de distribución omnicanal actuales. A modo de ejemplo, los bienes de consumo de movimiento rápido pueden recogerse mediante el picking por zonas, y los artículos de gran tamaño, mediante el picking discreto.
Selección de la tecnología de preparación de pedidos adecuada
La estrategia se multiplica con la tecnología. La tecnología ofrece los medios para aplicar la estrategia de procedimiento adecuada una vez definida. El tipo de tecnología utilizada determina el grado de precisión y la velocidad de transmisión de los datos.
Escáneres RF
Los escáneres portátiles de radiofrecuencia (RF) tienen décadas de antigüedad. Confirman los artículos escaneando códigos de barras, lo que garantiza que el recolector está en la posición correcta y tiene el producto adecuado.

- Pros: Tecnología madura; coste relativamente bajo en comparación con la automatización; alta precisión; itinerancia flexible.
- Contras: No son manos libres. Coger el escáner, escanear y dejar (o enfundar) el artículo lleva segundos en cada operación. Esto se traduce en miles de horas perdidas. Además, el proceso de leer texto pequeño en una pantalla es causa de fatiga cognitiva.
Sistemas Pick-to-Light cableados tradicionales
Estos sistemas utilizan módulos de luz LED que se conectan a las estanterías. El SGA ilumina una pantalla en la posición específica de la ubicación para mostrar dónde hay que recoger y el número de artículos. El operario recoge el artículo y pulsa un botón físico en el módulo luminoso para apagar la luz y verificar la recogida.

- Pros: Extremadamente rápido. La señal visual elimina el tiempo de búsqueda. No necesita conductor ni prácticamente formación.
- Contras: Rigidez. Estos sistemas deben estar cableados en la estantería. Tendrá que volver a instalar físicamente el cableado si necesita reorganizar la distribución de su almacén o aumentar el tamaño de las estanterías. Esta rigidez hace que sean costosos de utilizar en entornos dinámicos.
Etiquetas electrónicas para estanterías (ESL) como PTL inalámbrico
Esta tecnología representa la siguiente evolución del picking dirigido por luz y resuelve los problemas de flexibilidad de los sistemas cableados. ESLs son pantallas digitales que funcionan con pilas y están fijadas al borde de la estantería. Se comunican de forma inalámbrica con el SGA. La etiqueta concreta parpadea (Pick-to-Light) cuando un preparador entra en un pasillo para guiarle. El recogedor puede leer los detalles de los artículos en la pantalla y pulsar un botón de la etiqueta para confirmar la recogida o informar de una falta.

- Pros: Sin cables. Puede reubicar la etiqueta en cualquier parte de la estantería o en un rack diferente inmediatamente (Peel & Stick). Las pantallas de tinta electrónica ESL son capaces de mostrar texto, códigos de barras, códigos QR e imágenes, a diferencia de las luces con cable que sólo muestran números. Además, las ESL también sirven como etiqueta de precio, herramienta de gestión de inventario y dispositivo de picking al mismo tiempo.
- Contras: Requiere gestión de baterías (aunque las modernas duran entre 5 y 10 años); depende de la estabilidad de la red inalámbrica.
Aunque los sistemas cableados convencionales son rápidos, no responden al aumento exponencial de la complejidad del almacén moderno. Los centros de distribución actuales ya no son instalaciones de almacenamiento estáticas, sino entornos dinámicos y de alto flujo en los que los perfiles de SKU cambian rápidamente y las disposiciones estacionales exigen una reconfiguración constante. El cableado de la infraestructura a las estanterías es ahora uno de los principales cuellos de botella operativos en este entorno volátil, lo que convierte cualquier proyecto de reubicación en un costoso evento de mantenimiento. El sector necesita una solución que sea tan ágil como el propio inventario. Este es el requisito esencial de la tecnología inalámbrica ESL: la señal digital ya no está ligada a la infraestructura física, y los responsables del almacén pueden ajustar la ubicación de la preparación de pedidos inmediatamente a los cambios de la demanda sin las limitaciones del cableado fijo.
Soluciones ESL de Zhsunyco: Zhsunyco transforma las estanterías estándar en un entorno de picking dinámico e inteligente. Nuestros dispositivos ESL cuentan con pantallas de tinta electrónica de alto contraste que siguen siendo legibles en diversas condiciones de iluminación de almacenes, mientras que sus amplios ángulos de visión garantizan que los recolectores puedan ver las instrucciones desde distintos enfoques. A diferencia de los sistemas cableados rígidos, Zhsunyco admite una comunicación estable a través de Wi-Fi, Bluetooth o protocolos propietariosgarantizando la conectividad en entornos de gran densidad metálica. Al sincronizarse en tiempo real con su sistema de gestión de almacenes, las etiquetas se actualizan al instante para mostrar no solo los precios, sino también los datos de picking más importantes.Códigos SKU, números de lote, ubicaciones de contenedores y códigos QR escaneables.
Selección de voz
El almacenamiento dirigido por voz implica el uso de unos auriculares y un micrófono para dirigir al recogedor. El sistema es vocal, y el recogedor verifica las acciones por voz.

- Pros: 100% manos libres y ojos libres. Funciona especialmente bien en cámaras frigoríficas donde se llevan guantes y es difícil utilizar pantallas táctiles o teclados.
- Contras: Su adopción puede resultar costosa. El reconocimiento de voz a veces puede verse interferido por el ruido de fondo en entornos industriales.
| Tecnología | Velocidad | Flexibilidad | Precisión | Coste (inicial) | Manos libres |
| Escáneres RF | Moderado | Alta | Alta | Bajo/Medio | No |
| Pick-to-Light con cable | Muy alta | Bajo | Muy alta | Alta | Sí |
| PTL inalámbrica (ESL) | Alta | Muy alta | Muy alta | Medio | Sí |
| Selección de voz | Alta | Alta | Alta | Alta | Sí |
Los asesinos ocultos de la eficiencia que la mayoría de los directivos pasan por alto
Las auditorías operativas muestran con frecuencia que la causa de la ineficacia no radica en la velocidad de los operarios, sino en los defectos estructurales de la gestión de los datos y la cognición humana. Estos son los asesinos silenciosos que se están comiendo los márgenes en la preparación de pedidos en almacén.
Carga cognitiva y fatiga por microdecisiones
La mayoría de los modelos de productividad presuponen que el trabajador humano es una máquina que trabaja a un ritmo fijo. En realidad, un recolector toma miles de microdecisiones en un turno: ¿Es un 6 o un 8? ¿Es la caja correcta? ¿He contado 4 o 5?
Esta carga mental se acumula a medida que avanza el turno, provocando fatiga en la toma de decisiones. El cerebro es propenso a tomar atajos cuando está fatigado, y esto conduce a errores. La eficiencia no es sólo física (caminar menos); también es cognitiva (pensar menos). Esta carga mental se minimiza con tecnologías que ofrecen pistas visuales, como luces o pantallas digitales de alto contraste. Permiten al trabajador trabajar con reflejos visuales y no con procesamiento mental, y los índices de precisión se mantienen incluso al final de un turno.
El impacto de la integridad de los datos maestros
La realidad digital del SGA debe corresponderse con la realidad física del almacén. Los datos maestros son información no dinámica relativa a los productos: dimensiones (longitud, anchura, altura) y peso.
Cuando los datos maestros indican que un producto tiene 10 cm de ancho, pero el proveedor lo ha reenvasado en 12 cm, la lógica de cubicación del SGA no funcionará. El sistema puede ordenar a un recolector que coloque 10 artículos en una caja con capacidad para 8. El recolector se ve entonces obligado a detenerse, buscar una nueva caja, volver a imprimir una etiqueta y anular el sistema. Este tratamiento excepcional acaba con el flujo. Todas las estrategias de picking correctas dependen de la integridad de estos datos subyacentes.
Velocidad SKU y ranurado dinámico
En la mayoría de los almacenes, los productos se clasifican (colocan) en función del espacio disponible en el momento de su llegada. Esto da lugar a una disposición fija, que no es representativa de la demanda.
Una SKU de alta velocidad puede estar en el extremo más alejado de un pasillo, y los recolectores pueden tener que recorrer la distancia más lejana cientos de veces al día. Además, la velocidad varía con la estación. La crema solar se mueve rápidamente en junio y lentamente en diciembre. Un almacén que no se mueve es un almacén ineficiente.
El slotting dinámico es un proceso que se realiza periódicamente para analizar el historial de pedidos y reubicar los artículos similares de alta velocidad en la llamada zona dorada (a la altura de la cintura, cerca del muelle de expedición). Esto es posible gracias a tecnologías inalámbricas como ESL, que permiten intercambiar digitalmente códigos de ubicación e información sobre los productos sin necesidad de rascar pegatinas de papel.
Lógica de reposición y agotamiento de existencias
El recolector del mundo no puede recoger algo que no existe. Otra forma típica de acabar con la eficiencia es la llamada recogida corta, en la que un recolector llega a un lugar y la papelera está vacía.
Esto ocurre cuando la lógica de reposición es reactiva en lugar de proactiva. Cuando el sistema se limita a activar una tarea de reposición cuando la ubicación está vacía, se produce un desfase durante el cual esa ubicación está muerta. El picking necesita una estrategia de reposición que se inicie antes de que se vacíe la cara de picking, en función de la velocidad de los pedidos salientes. Las tareas de picking y reposición están separadas para que los preparadores nunca vean una estantería vacía.
Mejores prácticas para la eficiencia en la preparación de pedidos
Los jefes de almacén deben adoptar las siguientes buenas prácticas para combatir las ineficiencias mencionadas. Se trata de la disciplina de procesos y la capacitación de los trabajadores.

- Minimizar el tiempo de viaje
Los desplazamientos pueden suponer hasta la mitad de las horas de trabajo totales de un recolector. Optimice las rutas de picking con su SGA. En lugar de una secuencia numérica directa, utilice lógicas como la ruta en forma de S (serpentina) o la lógica del hueco más grande para evitar que los preparadores recorran un pasillo en el que sólo necesitan un artículo al final. La otra forma importante de minimizar los desplazamientos es la consolidación de pedidos mediante la agrupación por lotes.
- Política de "tocar una vez
El coste de la mano de obra se añade sin valor añadido cada vez que se deposita y recoge un artículo. El objetivo es recoger directamente en el contenedor de envío (Pick-to-Box). Esto elimina el proceso de la estación de embalaje secundaria, en la que los artículos se sacan de un contenedor, se escanean y se introducen en una caja. Esto implica disponer de los datos maestros adecuados para asegurarse de que el sistema selecciona el tamaño de caja correcto desde el principio.
- Dar prioridad a la ergonomía
La fatiga provoca errores y reduce el ritmo de trabajo. Coloque los objetos más importantes en la "Zona Dorada": el espacio entre los hombros y las rodillas. De este modo se reducen al mínimo los movimientos de agacharse y estirarse. Además, adopte la tecnología de manos libres. Cuando un trabajador tiene que coger un escáner, escanear, enfundar el escáner, coger el artículo y volver a coger el escáner, está realizando diferentes movimientos innecesarios. Los sistemas de voz o los sistemas visuales de recogida (como ESL con confirmación por botón) permiten utilizar las dos manos para manipular el producto.
- Validar en origen
Cuanto mayor es la distancia que recorre el error a lo largo de la cadena de suministro, mayor es su coste. Es costoso descubrir un error en la estación de embalaje; es catastrófico descubrirlo una vez que el cliente ha recibido el paquete. La validación debe realizarse en el punto de recogida. Puede realizarse mediante el escaneado de códigos de barras o, lo que es más eficaz, mediante sistemas de confirmación visual, en los que el recolector pulsa un botón en el borde de la estantería para confirmar la recogida. De este modo, el operario recibe información instantánea y corrige el error antes de pasar a la siguiente tarea.
Prepare el futuro de sus operaciones de preparación de pedidos en el almacén
El entorno de los almacenes está evolucionando hacia centros de producción dinámicos, en contraposición a los almacenes tradicionales, que son instalaciones de almacenamiento estático. Para que sus operaciones estén preparadas para el futuro, debe pensar en el picking no como una tarea aislada, sino como un sistema de estrategia, datos y tecnología.
El uso de procesos heredados y sistemas basados en papel ya no es viable en un mundo de plazos de entrega cada vez más cortos y escasez de mano de obra. Para tener éxito, hay que ser holístico: hay que asegurarse de que los datos maestros están limpios, las estrategias están alineadas con el perfil actual de los pedidos y la tecnología no impone una carga cognitiva a los empleados.
Antes de invertir en costosos sistemas robóticos o de automatización intensiva, empiece por lo fundamental. Compruebe la exactitud de sus datos maestros y analice su flujo de trabajo actual en busca de puntos de fricción humana. Una vez que sus datos sean correctos, considere cómo tecnologías visuales como Etiquetas electrónicas para estanterías (ESL) puede tender un puente entre su SGA y su mano de obra, resolviendo los errores causados por la fatiga humana y la información obsoleta.
